

Experts use countless CNC milling techniques to make the most of CNC machine tools, depending on the size, shape, features and materials of the parts being machined. One of these techniques used in the machinery industry is the use of different cutting methods, namely down-milling and post-milling. The use of the correct cutting method in a particular application plays a vital role in the successful processing.
According to their mutual direction, peripheral milling can be divided into two categories: upper milling and lower milling. Up-milling and down-milling are two common CNC milling processes. Each method has its specific advantages and disadvantages. Starting from the definition, please follow us to compare and understand the difference between up-milling and down-milling.
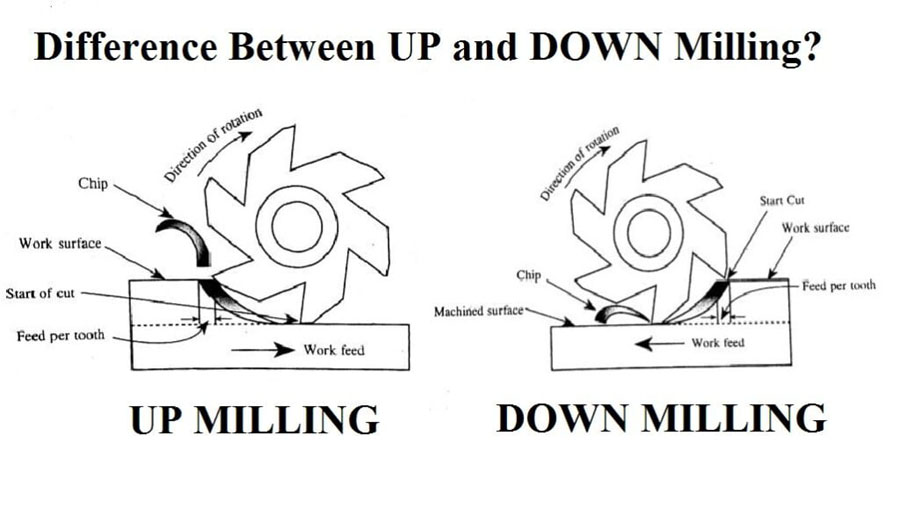
What is up milling and down milling?
Up milling is also called back milling.
This method is called a conventional milling method, which involves feeding the workpiece in the direction of rotation of the cutting tool, thereby generating an upward cutting force, and the direction of the cutting speed is opposite to the feeding direction of the CNC milled part. Here, the cutting tool is forced to lean against the workpiece during joining, thereby generating a relatively high frictional force, which in turn generates a large amount of heat. In upward milling, as opposed to downward milling, the milling cutter starts to subtract the smallest material until it gradually cuts the largest material as it rotates.
Down milling, also called climbing milling.
This method involves feeding the workpiece in the same direction as the cutting tool rotates, thereby generating a downward cutting force. The direction of the component force applied by the milling cutter to the workpiece during feeding is the same as the feeding direction of the workpiece. The engagement between the cutter and the workpiece at its entrance will cut the largest material, and then gradually reach zero as the cutter rotates. When the feed direction and the rotation direction of the cutting tool are the same, the resistance between the cutter and the workpiece is small. This may mean less heat is generated during machining.
The difference between up milling and down milling
1) Application
Down milling: The milling cutter always acts on the part in the vertical direction, and the force is always downward. This has a pressing effect on the milled part, and it cuts stably. It is suitable for thin and slender piece workpieces that are difficult to clamp.
Upward milling: The vertical component force is upward, and the workpiece needs more clamping force.
2) Surface Quality
Down milling: When the cutting edge of the milling cutter cuts into the workpiece for the first time, the chip thickness is the largest and gradually decreases to 0. The blade wears slowly and the surface quality is good.
Upward milling: The chip thickness changes from 0 to maximum. The tool cannot cut into the part at first, and work hardening will reduce the surface quality.
Ideally, to ensure an excellent surface finish, consideration must be given to minimizing the chip thickness at the end of the cut. This is why it is preferable to use back milling in rough machining and back milling in finishing.
3) Move The Workbench
Downward milling: The horizontal component of force is the same as the feed direction of the worktable. When the gap between the feed screw and the nut of the worktable is large, the worktable is easy to swing axially, causing the tool teeth to break, the shaft to bend, and the workpiece The fixing device shifts, or even the machine tool is damaged.
Upward milling: The force is opposite to the feed direction of the worktable, and it will not move in this direction.
4) Cutter Wear
– Downward milling: cutting from thick to thin, and the cutter teeth are cut out from the unprocessed surface. When performing downward milling, the tool wear is relatively minimal, because it can cut the material in the same direction as the feed. Conducive to the use of milling cutters.
– Upward milling: When the cutting teeth contact the workpiece, they cannot immediately cut into the metal layer, but slide a short distance on the surface of the workpiece. In the sliding process, due to strong friction, a lot of heat will be generated. At the same time, the hardened layer is easily formed on the surface to be processed, which reduces the durability of the tool.
5) Chip Removal
We must understand that another difference between these two milling methods is that the resulting chips are separated from the workpiece in a different way. In the post-milling process, the chips are thrown in an upward motion, while in the down-milling process, the chips are separated in a downward direction. This means that in upward milling, chips tend to accumulate in the cutting area, and may be blocked or carried away by the cutting edge during milling, resulting in impaired surface finish. On the other hand, in downward milling, chips can easily vacate the workpiece without causing much interference in cutting. This is why down milling is considered more suitable for chip management.
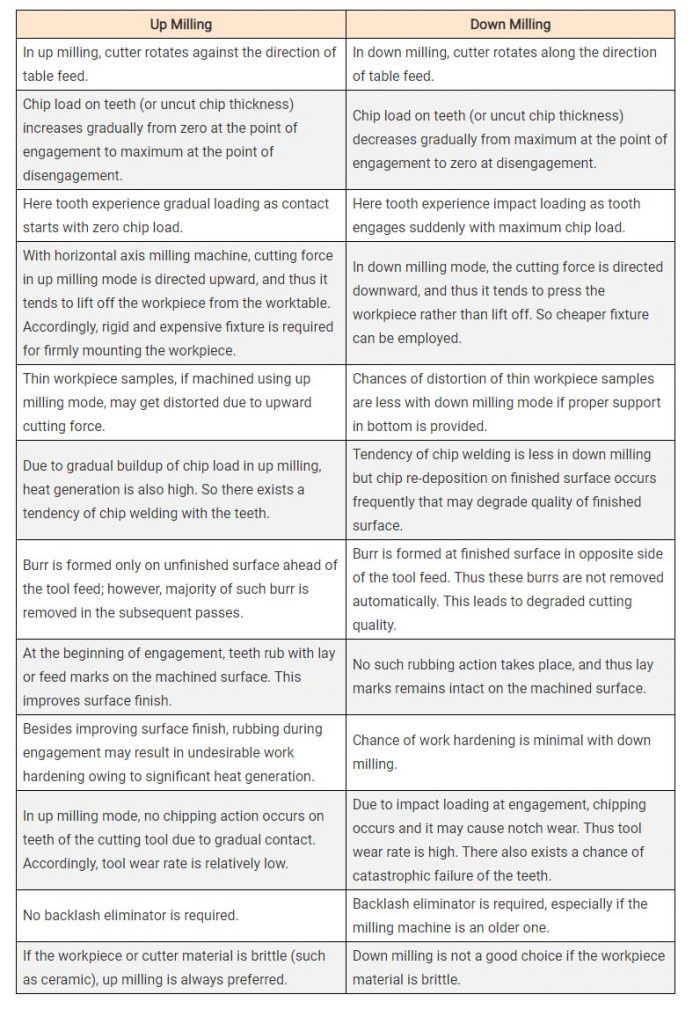
As follows. The following image table shows the similarities and differences between up-milling and down-milling.
(source from http://www.difference.minaprem.com/machining/difference-between-up-milling-and-down-milling/)
Conclusion:
Down-milling and up-milling is another method used to provide CNC milling services, which have advantages in a given situation or application. The fundamental difference between the two is their cutting and feeding direction. In downward milling, the material is supplied in the same direction as the rotation of the cutting tool. On the other hand, in top milling, the cutting direction of the material is opposite to the direction of rotation of the cutting tool.
- When a smooth surface finish is required, down milling is the preferred process, and when rough machining is required, back milling is required.
- Down milling has better heat generation, lower load and better chip removal.
- In terms of reducing machine clearance and deflection, up-milling is a good process.
- Up-milling is usually used for machining castings and forgings, while down-milling is used for finishing operations.
- Down-milling is also used for narrow tasks, such as grooving, milling grooves, slitting, etc.