

機械設計に従事する場合、部品図面にはしばしばスレッド特徴がある。 標準化された方法でスレッドを描画することに加えて、また、処理された部品が必要なものであり、アセンブリにエラーがないことを確認するために正しくマークする必要があります。 また、スレッドの標準部品は、しばしばアセンブリ図面で使用されており、また、正確に購入する部門が正しく購入することができますスケジュールでマークする必要があります。 他の人が機械的な図面を読むとき、彼らはまた、糸のマークを理解する必要があります。
したがって、スレッドマーキングの知識は、ファスナー業界に従事するための必要なスキルです。 本稿では,種々の糸のマーキングを中心に紹介する。
1. 普通の糸
普通のスレッドは、人生で最も広く使用されるスレッドと仕事です。 スレッドファスナー(ボルト、スタッド、ネジ、ナットなど)のほとんどのスレッドは通常のスレッドです。
通常のスレッドは粗いスレッドと細かいスレッドに分けられます。 細径の普通ねじは、精密部品や薄肉部品(例えば、油圧管継手で使用される通常のねじは細かい糸)に使用される。
糸のマーキングでは、細かい歯の普通の糸のピッチを示す必要がありますが、通常、粗い歯の普通の糸のピッチはマークされていません(同じ直径の細かい歯の普通の糸が様々なピッチを持っているのに対して、粗い歯のピッチが確かであるので)。 一般的な糸のピッチは、全国標準(GB / T 193共通糸直径とピッチシリーズ)で詳細に説明されます。
通常のスレッドの完全なマーキングは5つの部分からなります。
例えば: M10 × 1 ― 7H ― L ― LH
(1) 通常のスレッドの特徴コードとサイズコード
機能コード: M (普通のねじの場合)。
サイズコード:名目直径×ピッチ(複数糸のリードとピッチを示さなければなりません、そして、1糸の粗い糸の普通の糸のピッチはマークされません)。
「M 10」は、公称直径10 mm、ピッチ1.5 mmの単糸粗糸を指す。
「M 10×1」は、公称直径10 mm、ピッチ1 mmの単糸細径糸を指す。
通常のスレッドの許容範囲のコード
通常スレッドの許容範囲コードは、許容範囲等級(数字)と基本偏差(外部スレッドは小文字で表され、内部スレッドは大文字で表される)、例えば5 G 6 G、6 G、6 H、7 Hなどで構成される。
ねじのピッチ径許容域と頂部直径許容範囲のコードが異なる場合は、M 10−5 G 6 G(5 Gはピッチ径許容域のコード、6 Gはトップ径許容域のコード)と別個に注意する必要がある。
中径及び頂部直径許容ゾーンコードが同じである場合,m 10×1〜7 hのような1つのコードのみが注目される。 許容範囲コードが6 Gまたは6 H(名目直径)であるとき≥ 通常のスレッドの許容範囲がマークされていない場合、デフォルトの許容範囲は6 gまたは6 hです。 許容範囲と基本偏差の内容を後の記事で紹介する。
(3) スレッドの係合長
通常のスレッドの長さは、長さ、中、短の3種類で、符号L、N、Sで表される。
例えば、M 10−5 G 6 G−Sは、短いねじ長の糸であり、M 10−7 H−Lは、長さが長い糸である。 糸が長さをねじ込んでいるとき、コードnはマークされません。
特別なニーズの場合には,ねじり長さの値を示すことができる。 例えば: M20 × 2―5g6g―40。
(4) 回転方向コード
左の回転のためのマークLHと右の回転のためのでない。 たとえば、M 10 – 7 H – L – LHは左側の糸で、M 10 – 7 H – Lは右側の糸です。
2. パイプ糸
管路(管、給油管、ガスパイプ等)の接続には、一般にパイプねじが用いられる。 パイプ糸のマークは、ガイド方法でマークされ、リーダーはスレッドの主な直径を指します。
パイプ糸のマーキング:スレッド特徴コード、サイズコードと回転方向から構成されます。 パイプ糸のサイズコード(名目直径)は、糸の大径のサイズではなく、パイプのドリフト直径(インチシステム)のサイズである。 マークではない回転方向は右回転である。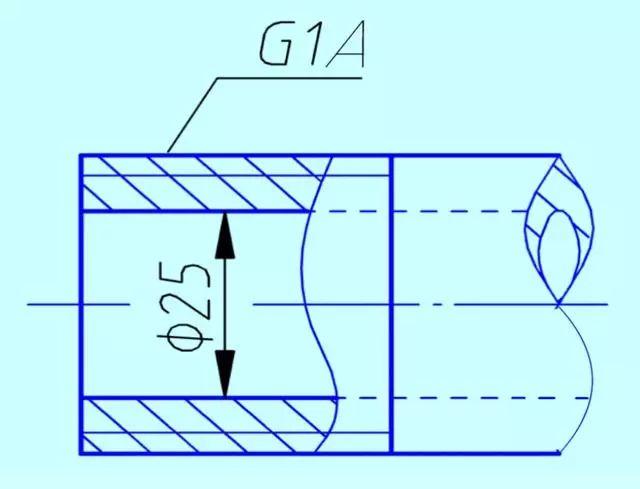
(1) 55°の非密封パイプねじのマーキング
Gは、シールされていないパイプスレッドのスレッド特徴コードです。
G3/4: 3 / 4のサイズコードによる一行右手の円筒の内部の糸
G 3 / 4 AまたはG 3 / 4 B:3 / 4のサイズコードによる一行右手の円筒の外部の糸。 なお、A,Bは糸ピッチ径の許容範囲である。
G 3 / 4 LHとG 3 / 4 A LH : LHは左手のスレッドを指し、2つによって形成されたスレッドペアは外部スレッドのマーキングコードでのみマークされます。
(2) 55°シーリングパイプねじのマーキング
55°密封パイプの特徴コード:密封円筒状の内部糸RP、密封した円錐状の内部糸RC、円筒状の内部糸と一致する円錐形の外部糸R 1、および円錐状の内部糸と一致する円錐形の外部糸R 2。 マーキングの例は次の通りである。
Rp3/4lh: 3 / 4のサイズコードによる単ライン左の円筒の内部の糸;
Rc3/4: 3 / 4のサイズコードによる一つの線右手の円錐の内部の糸
RP / R 1 3 / 4 LHとRC / R 3 3 / 4内部スレッドと外部スレッドがスレッドペアを形成するために一緒にねじ込まれます。
3. 台形ねじと鋸歯状ねじ
運動と動力を伝達するリードスクリューには台形の糸と鋸歯状の糸がよく使われる。 台形の糸が働くとき、鋸歯状の糸が一方の側で働く間、歯の両側は強調されます。 台形糸と鋸歯状の糸のマーキングは通常の糸のそれと似ています。 台形糸のマーキングの一例を以下に示す。
Tr40 × 7lh - 7e: 台形糸(スレッド特徴コード:TR)、名目直径φ40、単一行、ピッチ7、左回転、ピッチ直径許容ゾーンコード7 e、媒体のねじり長さ。
注意:ピッチの直径許容範囲のコードだけがマークされ、2つの種類のネジが長さ(コードnとl)だけです。 長さが等しい場合は、Nは省略してはならない。
ねじが多ねじの場合、tr40 × 14 (P7) – 7e と表示されます。「14」はリード、「7」はピッチ、2 ねじです。
台形ねじのねじペアは、tr40 × 7-7h/7c で表され、めねじの公差域が前にあり、おねじの公差域が後ろにあり、2 つが「/」で区切られています。 .