

フライスは一般的に多刃工具です。 同時に切削する歯数が多く、刃先が長く、切削速度が速いため、生産性が高くなります。 さまざまなフライス盤を使用すると、平面、溝、ステップなどを処理できます。また、歯車、ねじ山、スプラインシャフトの歯形、およびさまざまな成形面を処理することもできます。
フライスの種類と用途
フライスの種類は、歯の構造に応じて、鋭利なフライス盤とレリーフフライス盤に分けられます。 歯の相対位置とフライスの軸に応じて、円筒フライス、アングルフライス、正面フライス、成形フライスなどに分けることができます。 歯の形状により、ストレートフライス、ヘリカルフライス、アンギュラフライス、カーブフライスに分けられます。 工具構造に応じて、一体型フライス、複合フライス、フライスのグループまたはセット、インサートフライス、マシンクランプ溶接フライス、インデックスフライスなどに分けることができます。 しかし、それは通常、切削工具の歯の裏加工の形に分けられます。
シャープトゥースミリングカッターは、次のカテゴリに分類できます。
(1)正面フライス:一体型正面フライス、歯面フライス、マシンクランプインデックス式正面フライスなどがあり、さまざまな平面やステップ面の粗面、半精密、仕上げに使用されます。
(2)エンドミル:フライス盤のステップ、側面、溝、ワークピースのさまざまな形状の穴、および内側と外側の曲面に使用されます。
(3)キー溝フライス:キー溝等のフライス盤に使用します。
(4)スロットフライスおよび鋸刃フライス:さまざまな溝、側面、ステップ面のフライス盤および鋸引きに使用されます。
(5)特殊スロットフライス盤:各種特殊溝形状、成形スロットフライス盤、半月型キー溝フライス盤、ダブテールフライス盤等のフライス盤に使用されます。
(6)アングルフライス:フライス盤のストレート溝とスパイラル溝に使用します。
(7)金型フライス:さまざまな金型の凸面と凹面の成形面をフライス盤に使用します。
(8)グループフライス盤:複数のフライス盤を組み合わせてフライス盤のグループにします。フライス盤は、複雑な成形面、大きな部品のさまざまな部品の表面、および広い平面のフライス盤に使用されます。
レリーフトゥースミリングカッター:
元の断面形状を維持するために前面を再研磨する必要がある一部のフライス盤と、その背面は、ディスクスロットフライスカッター、凸型半円形、凹型半円形フライス、ダブルアングルフライス、成形フライス盤など、レリーフ歯形を使用しています。
ダウンミリングとアップミリング
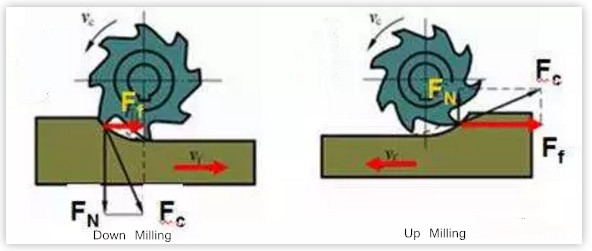 ワークの送り方向とフライスの回転方向には2つの方法があります。
ワークの送り方向とフライスの回転方向には2つの方法があります。
最初のタイプはダウンミリングです。 フライスの回転方向は、切削送り方向と同じです。 切削が始まると、フライスがワークを噛み、最終的な切りくずを切り落とします。
2番目のタイプはアップミリングです。 フライスの回転方向と切削送り方向が逆になります。 フライスは、切削を開始する前に、切削厚をゼロから開始し、最大切削終了時に切削厚に達するまで、一定時間ワークピース上をスライドする必要があります。
選び方
正面フライス、一部のエンドミル、正面フライスでは、切削抵抗の方向が異なります。 正面フライス盤の場合、フライス盤はワークの外側にあり、切削抵抗の方向に特に注意する必要があります。 ダウンミリングでは、切削力によってワークがワークテーブルに押し付けられ、アップミリングでは、切削力によってワークがワークテーブルから押し出されます。
ダウンミリングの消費電力は、アップミリングの消費電力よりも小さくなります。 同じ切削条件で、ダウンミリングの消費電力は5%から15%低くなります。 同時に、ダウンミリングは切りくず除去にも役立ちます。
一般に、加工部品の表面仕上げを改善し(粗さを減らし)、寸法精度を確保するために、可能な限りダウンミリングを使用する必要があります。 ただし、硬い層があり、切削面にスラグが蓄積し、鍛造ブランクの加工など、ワークの表面がより不均一な場合は、アップミリング法を使用する必要があります。
ダウンミリングの場合、切削厚さが薄くなり、カッターの歯が未加工の表面に切り込まれます。これは、フライス盤の使用に役立ちます。
アップミリングでは、フライスのカッターの歯がワークに接触すると、すぐに金属層に切り込むことはできませんが、ワークの表面を少しスライドさせます。 スライド工程では、強い摩擦により大量の熱が発生すると同時に、加工面が硬化しやすく、工具の耐久性が低下します。 ワークの表面仕上げに影響を与え、切削に不利になります。
また、アップミリングでは、カッターの歯が下から上(または内側から外側)に切り込まれ、硬い表面層から切り込まれるため、カッターの歯に大きな衝撃荷重がかかり、フライス盤が 鈍くなりますが、カッターの歯が切れます。途中で滑りがなく、切削中に作業台が動きません。
アップミリングとダウンミリングでは、ワークに切り込むときの切削厚さが異なるため、歯とワークの接触長さが異なり、フライスの摩耗度が異なります。 実習では、フライスの耐久性はアップフライスの2〜3倍であることが示されています。 表面粗さも減らすことができます。 ただし、ダウンミリングは、肌の硬いワークのミリングには適していません。