アルミニウム部品缶プロセスのための硬質陽極酸化処理は硬さと耐食性を改善する そして、この効果を適切に制御することができる。

20
6月
6月
アルミニウム部品缶プロセスのための硬質陽極酸化処理は硬さと耐食性を改善する そして、この効果を適切に制御することができる。

研削は機械加工部品のための重要なプロセスであるので、このポストは主に研削プロセスにおける8つの共通キー問題を導入する。
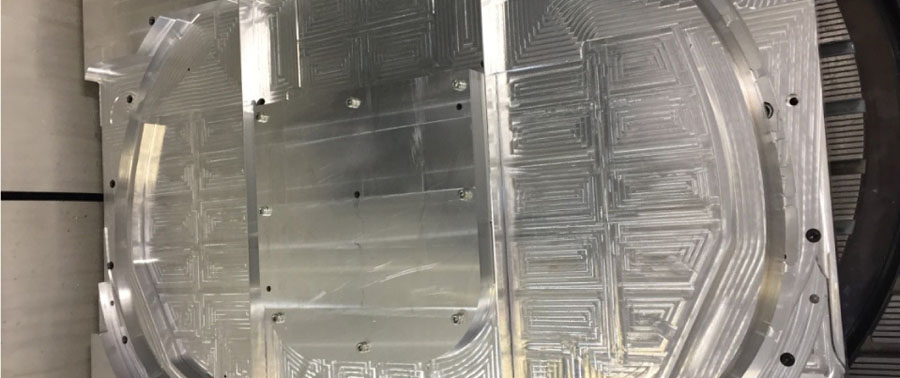
CNC機械加工は、まだよりしばしば使われる処理技術です。 しかし、多くのユーザーによると、加工中にCNC加工部品に加工手当が残っている。 なぜ、彼らはこれをしますか?

cnc工具は加工効率を改善するための必須条件の一つである。 今日、我々は主にCNC工作機械の性能要件と選択方法を紹介する

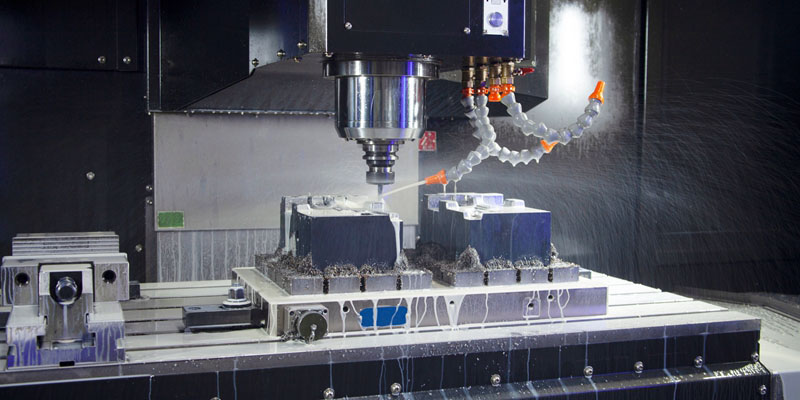
マシニングセンターは、フライス盤、ボーリングマシン、掘削機などの機能を備えた包括的な装置です。 マシニングセンタの工程特性を簡単に紹介する
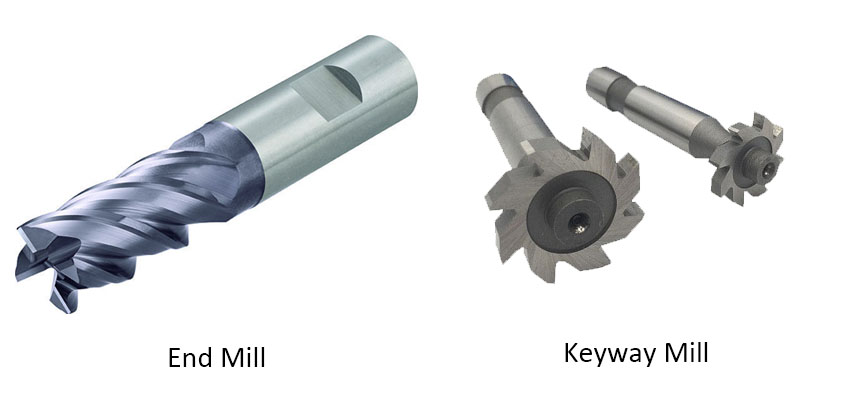
一部の人々は、エンドミルとカッタウェイのカッターの違いを伝えることができない。 彼らの使用は若干のシナリオで類似していますが、それは彼らがお互いを交換することができるというわけではありません。

放電加工は放電加工を用いた加工技術である。 edm,シンカー放電加工,ワイヤ放電加工の2種類がある。
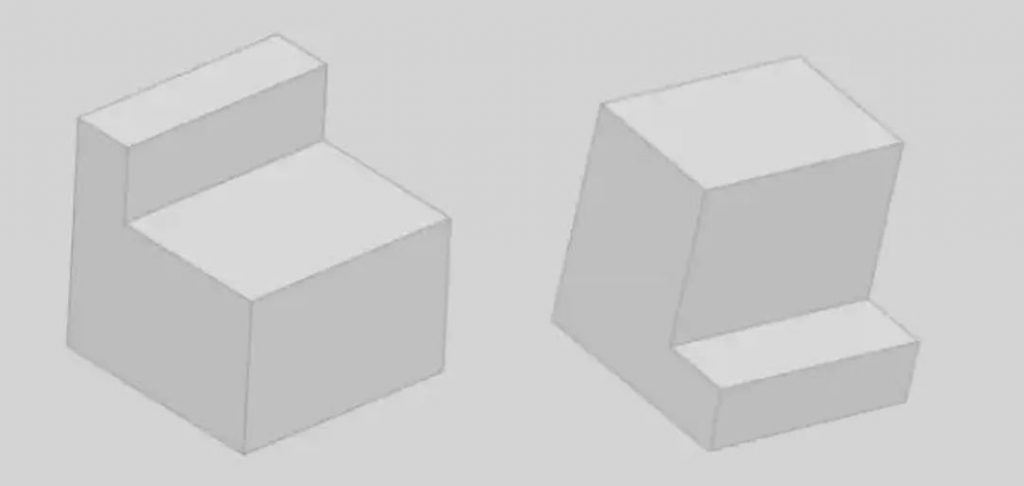
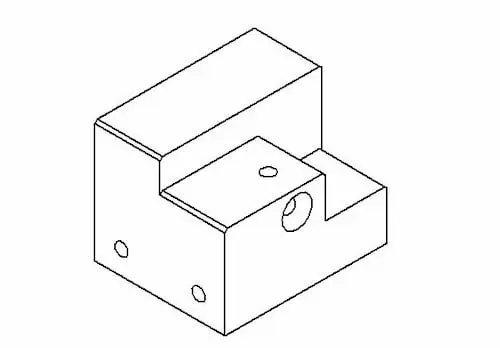
表面グラインダーでステップを処理することは難しくありません。 ステップは2つの方向から接地できることに注意してください。 ステップをカットするサーフェスを選択するための基本は、効率です。

ミリングステンレス鋼の特性はステンレス鋼の接着と溶融が強く,切削条件を悪化させるフライスカッターのカッター歯にチップが付着しやすい。
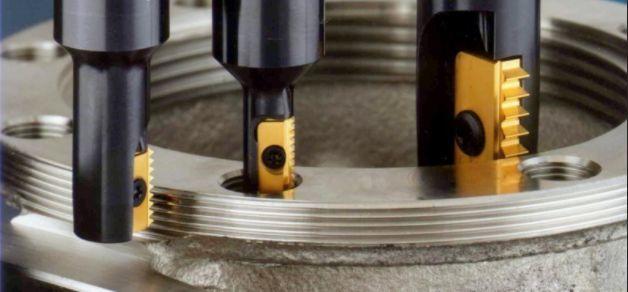
大きな穴、すなわち直径1の穴が1.5インチ以上の場合、またはテーパーチューブであれば、第1の選択である。

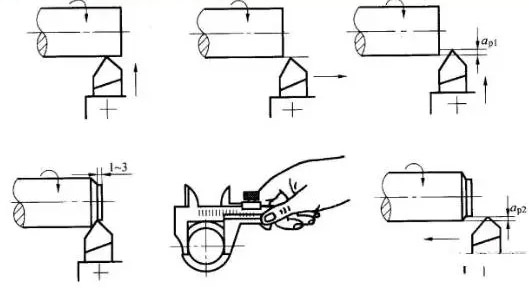
機械加工の過程では,標準工具による加工が困難な場合が多く,非標準工具の製作が非常に重要である。
加工精度とは、加工後の部品の実際の幾何学的パラメータ(寸法、形状、位置)が、図面で指定された理想的な幾何学的パラメータと一致する程度をいう。 この適合度が高いほど加工精度が向上する。

一般的なツールの耐用年数は、各ブレードの連続処理の15〜20分です。 ツールライフは、比較的理想的な条件下で企業によって測定されます。

ステップは2つの方向から接地できることに注意してください。 ステップをカットするサーフェスを選択するための基本は、効率です。
切断工程では、切断力によって薄壁が変形しやすく、中端が小さく、端が大きい楕円形または「腰の形」になります。