

三次元測定機(CMM)は長い間使用されており、1960年代にDEAとFerrantiによって最初に市場に導入されました。 これらの初期の座標測定機は「ハード検出」によって手動で操作され、最終的にはトリガープローブを備えたコンピューター制御のCNCユニットに移行しました。 三次元測定機は最新の自動測定技術であり、高精度・高効率の自動測定技術の発展の重要な兆候です。
今日、CMMは世界中のほぼすべての精密製造会社で使用されており、ほとんどの品質管理プロセスの中核となっています。
過去数十年で、座標測定機はより速く、より正確に、そしてより安価になりました。 CMMメーカーの開発には、従来の温度管理品質研究所の外で使用するために、構造をより強く、より軽く、熱的に補償することが含まれます。
CMMの種類
座標測定機は、独自の座標系とプローブを組み合わせて部品の物理的な幾何学的な点を測定することにより、ワークピースを測定する測定ツールです。 正確な測定に加えて、CMMには、製造プロセスのステータスに関するリアルタイムの情報をCMMオペレーターに提供するという利点もあります。 すべてのグローバルCMMは、ISO 10360国際測定規格に準拠する必要があり、オペレーターまたはコンピューターで制御できます。 今日の計測で使用される5つの主要な座標測定機があります。
カンチレバー:
主に測定器や主要部品の測定に使用されます。
橋:
金型、機械加工、スタンピング市場でのスキャンおよびデジタル化作業で最も人気があります。
ガントリー:
大きな金型など、大きくて重い部品の測定に使用されます。
水平アーム:
航空宇宙、防衛、家電、その他の業界で大量の部品を測定するために使用されます。
ポータブル(PCMM):
ハンドヘルド3Dおよび幾何学的寸法と公差(GD&T)の測定も、ISO10360認証に合格することができます。
座標測定機の測定原理は、部品の表面の3つの座標値を正確に測定することです。 特定のアルゴリズムの後、線、表面、円柱、球などの測定要素が適合され、形状、位置、およびその他の幾何学的量が数学的計算によって取得されます。 データ。 明らかに、部品の表面点の座標を正確に測定することは、形状や位置などの幾何学的誤差を評価するための基礎です。
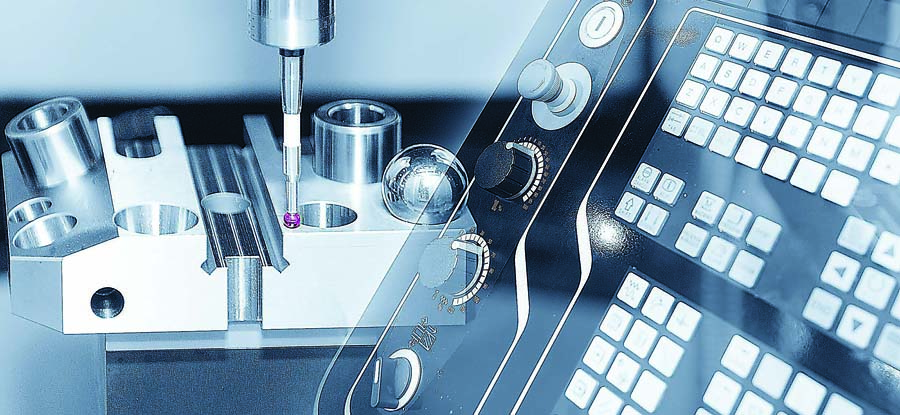
CMMを使用する前のヒント
三次元測定機は高精度の測定器であり、作業環境に厳しい要件があります。 たとえば、温度は20 +/- 2℃に制御し、湿度は40%〜60%に制御し、優れた耐衝撃性を保証する必要があります。
図面を分析し、図面の要件に従って測定する測定値を決定し、ベンチマークの選択や測定ポイントのレイアウトなどの測定プロセスを大まかに計画します。
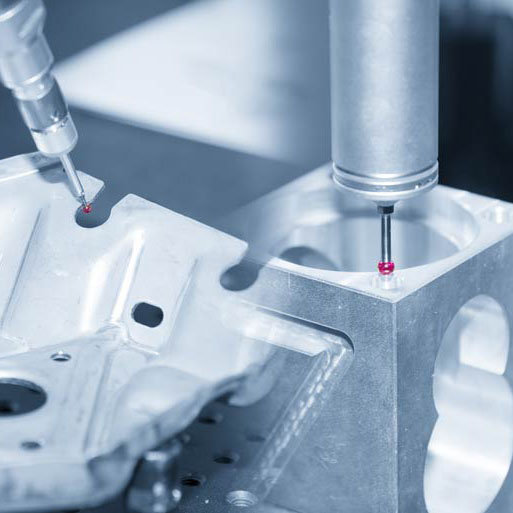
測定する前に、適切なプローブを選択し、プローブ検証を実行して、プローブボール半径の値を取得します。 プローブ校正は通常、標準ボールを基準として使用し、測定点法は少なくとも5点法です。つまり、標準ボールの上部から1点を取り、赤道上で4点を測定します。 校正中は、プローブヘッド、プローブ、および標準ボールをしっかりと固定し、表面をきれいにする必要があります。 プローブ校正は測定開始の最初のステップであり、測定結果に大きな影響を与えるため、十分な注意を払う必要があります。
測定中に機械座標系を使用することによるゼロリターンエラーを回避するために、測定を開始する前にワーク座標系を確立する必要があります。 適切な座標系を確立することは、3座標測定機のその後の測定の基礎となります。 妥当な座標系は、測定精度と測定効率の向上に役立ちます。 さらに、バッチテストの場合、プログラミングで適切な座標系を確立すると、作業強度が低下し、測定率が向上します。
CMMの適用
線形表面測定用のCMM
最も単純な測定には、線形または円筒面の公差が含まれます。 ほとんどの場合、これらは加工直後に機械工が簡単なマイクロメータまたはゲージを使用して測定します。
将来のインダストリー4.0を含むすべての最新の産業コンセプトは、製造プロセスにおいて高度な自動化を備えており、整備士がいなくても、追加の動きやタスクを完了することができます。 品質管理は良い例です。 バッチ内の任意の数の部品に対して同じ操作を実行するようにCMMをプログラムできます。
複雑な表面測定用のCMM
三次元測定機の主な目的は、複雑な表面を測定することです。 タービンブレード、飛行機の翼、ポンプインペラ、およびその他の異常な表面を持つ部品に使用する場合、CMMがその潜在能力を最大限に発揮する理由。 多数の同一部品を製造していて、これらの部品が非常に正確であるために各部品をチェックする必要がある場合は、これらの操作の自動化も可能です。 ただし、ほとんどの場合、そのような部品は整備士によって手動で測定されます。
複雑な表面を測定するために、整備士はリモコンを使用して、プローブが整備士が必要とする部分に触れるまで、プローブを3つの軸に沿って手動で移動します。 次に、多くの測定の後、ポイントが分析され、パーツの輪郭がスプラインとして接続されます。 次に、測定結果をパーツの3Dモデル(許容可能な偏差を含む)、または必要なサイズを示す他のデータと比較します。
関係と正式な逸脱のためのCMM
ほとんどの高品質部品は、寸法誤差だけでなく、表面形状の精度や相互の相対位置によっても特徴付けられます。 これらの偏差は、回転部品の振動を低減し、スムーズな動きを確保するために特に重要です。 このような偏差のCMMの測定は、複雑な表面の測定と大差ありません。 すべての形式的および関係的な逸脱には、比較するための基盤があります。 したがって、精度要件を満たすには、底面で部品をクランプし、必要な部品を測定する必要があります。
表面仕上げ測定用CMM
プロファイラーは、表面仕上げ測定に最も広く使用されている機器です。 ただし、その優れた精度により、CMMマシンは部品の表面仕上げも測定できます。 プローブを特殊な針と交換すると、針が表面に沿って移動し、表面仕上げを形成する微細な不規則性を特定します。
結論
CMMは、小規模店舗での高精度部品の製造を引き続きサポートし、特に主要な医療および航空宇宙産業で監査の役割を果たし、高速で正確な部品サイズと表面データを取得します。 その柔軟性と精度は、メーカーに多くの機会をもたらしました。 機械加工後にCMMを使用したり、既存の部品を測定して再設計したり、自動化された生産チェーンの一部として使用したりできます。