

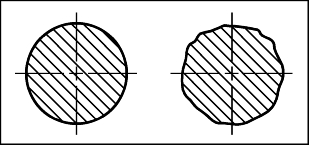
示されている2つの断面を考えてみましょう。 どの断面が完全な円ですか? 実際、完全に丸い断面はありません。 右側の断面が十分に丸いかどうかをどうやって知ることができますか? したがって、循環性を使用する必要があります。
GD&T循環性の定義
真円度の幾何公差は、4つの形状コントロールの1つであり、他のタイプは、真直度、平坦度、および円筒度です。 真円度とも呼ばれ、円筒形のピンや穴の直径など、フィーチャの真円度を制御します。 目標は、完全な円に関連する円形フィーチャの必要な精度に制限を設定することです。
円形フィーチャの例としては、円柱、球、円錐などがあります。 ボールベアリングやスプールなどの可動部品には、丸い表面が使用されることがあります。 この場合、丸い形状は、これらの部品がスムーズに動き、均一に摩耗することを保証するのに役立ちます。 真円度は単一のサーフェスに適用されるため、この許容誤差はデータムに関連している必要はありません。
真円度GD&Tシンボル

図面の吹き出し:
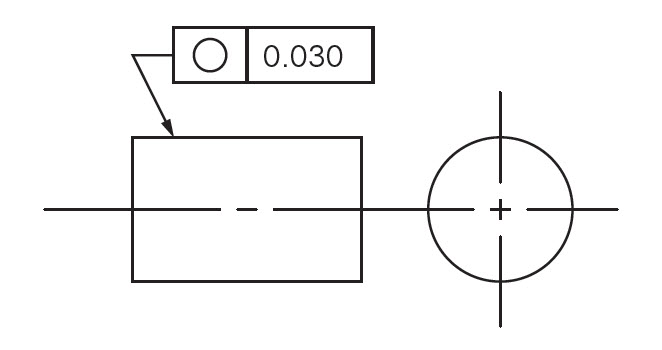
真円度公差域
1つは内側、もう1つは外側の、2つの同心円で、円の表面のすべての点がそれらの中に入る必要があります。 公差域は、円形フィーチャの中心軸に垂直な平面上にあります。 公差域は、パーツフィーチャーの中心軸に垂直な平面上にある2つの同心円で構成されます。
これら2つの円の半径の差により、フィーチャーの許容公差限界が定義されます。
循環性と他のコールアウト
円は他のラベルと混同されることがあります。 各ラベルには、特定の機能と測定方法があります。 次の情報は、幾何学的寸法と公差のさまざまな半径寸法の違いを理解するのに役立ち、より多くの情報に基づいた選択を行うのに役立ちます。
真円度VS円筒度
円筒度は、円形度の3D対応物です。 後者はフィーチャーの真円度のみを考慮し、前者は円形フィーチャーの中心軸の真直度も制御します。
円筒度は、フィーチャのフォームを可能な限り完全な円柱に近づけようとします。
円筒度は、一定の直径を持つフィーチャに適しているため、たとえば円錐形には適していないため、真円度とも異なります。
同軸アノテーションは、パーツの複数の円形フィーチャーの中心軸間の差を制限内に保ちます。
真円度は、あらゆる形態の製造で使用できる非常に一般的な測定方法です。 完全な丸い形状を必要とするもの(回転シャフトやベアリングなど)は通常、真円度に言及します。 このGD&T記号は、機械設計図によく見られます。
真円度VS同軸度
同軸アノテーションは、パーツの複数の円形フィーチャーの中心軸間の差を制限内に保ちます。
真円度は単一のフィーチャに適用されますが、同軸性には複数のフィーチャが必要です。
もう1つの重要な違いは、真円度は参照を必要としないのに対し、同軸性は参照軸なしでは機能できないことです。
真円度と同心性
同心性は同軸性の特殊なケースであり、同じ平面上に複数のフィーチャが存在します。
パーツ軸に垂直な平面に複数のフィーチャーの直径(たとえば、中空チューブの内径と外径)が含まれている場合、同心度表記により、それらの中心がスイングを防ぐのに十分に近くなります。
真円度と振れ
叩く(または円形叩く)ことは、真円度と同心度を組み合わせて、フィーチャーの完全な形を制御します。 振れの許容ゾーンは真円度ゾーンに似ているため、2次元測定でもあります。
真円度と同心度のエラーを1つの測定値にキャプチャします。 これは、真円度と同心度の誤差の合計です。
部品が完全に同心である場合、振れ測定は真円度誤差を与えます。 同様に、パーツが完全な真円度を持っている場合、ビートは同心度エラーを表します。
真円度とは異なり、振れには基準軸も必要です。
真円度の測定
真円度を測定する方法はたくさんあります。 これらの方法はすべてある程度のスキルが必要であり、最初は実行が難しい場合があります。 真円度の測定方法は次のとおりです。
- 高度計を使用する
- 三次元測定機を使用する
- マイクロメータを使用する
- 高度計を使用する
- ターンテーブルと高度計を使用して、真円度を測定できます。
測定に関する考慮事項
球の中心を通る断面には公差があるため、球の真円度チェックは測定が困難です。 したがって、シリンダーやコーンとは異なり、部品を十分に検査するには、複数の平面での測定が必要です。
ほとんどの機械加工部品は楕円形ではなく、通常は複数のブレードで構成されています。 部品が奇数個のローブで構成されている場合、真円度チェックで誤った測定結果が得られる可能性があります。
奇数ローブが均等に分布している部品に2点測定法(マイクロメータなど)を使用すると、その部品は完全であることが示されますが、そうではありません。
このエラーにより、さらに処理が必要な部品が承認される可能性があります。 これは真円度測定のトリッキーな部分であるため、熟練した検査官が必要です。
覚えておくべきポイント
真円度公差域は、ラジアル公差域ではなく、ラジアル公差域です。
このコントロールは、円形フィーチャに適用された場合にのみ機能します。
各断面では、ラベルは他の断面とは独立して適用されます。
場合によっては、真円度測定で誤った測定結果が得られることがあります。
材料条件修飾子(LMC / MMC)は、機能制御フレームワークの一部ではありません。
真円度の許容限界は、フィーチャの真円度を制御する他のアノテーションの許容限界よりも小さくする必要があります。