

近年、マシニングセンターの用途が拡大しています。 また、フライス盤はマシニングセンターの最も一般的な加工方法です。 CNCフライス盤の内容を選択する際には、CNCフライス盤の利点と重要な役割を十分に活用する必要があります。 以下に、フライス盤加工で注意が必要な問題点を簡単に紹介します。
1.フライス盤方向の選択
フライス盤加工では、工具の回転方向に沿って、または回転方向に対してワークピースを送り込むことができます。これは、切削の開始特性と終了特性に影響を与えます。 工作機械、固定具、ワークピースの要件に関係なく、ダウンミリングが推奨される方法です。 ただし、工具をワークに押し込むと、送り速度が不規則に増加し、切削厚さが厚くなり、工具が崩壊します。 このような用途では、アップカットフライス盤を選択する必要があります。 また、加工代が大きく変化する場合は、アップミリングを選択する方が有利です。
2.ツールの直径と位置
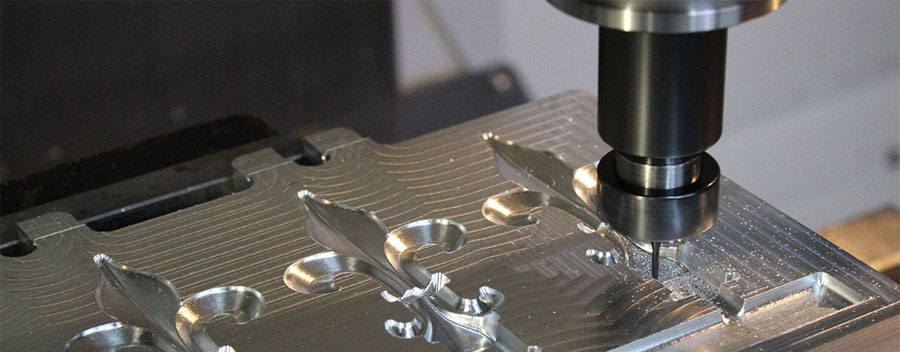
フライスの直径の選択は、通常、ワークピースの幅と工作機械の有効出力に基づいています。 特に正面フライス盤を行う場合、ワークのフライス盤幅がフライスの直径の決定を直接決定します。これは、良好な切りくず形成と適切な刃先荷重を確保するのに役立つためです。 理想的には、フライスの位置は常にわずかに中心からずれている必要があります。これは、この時点で各ブレードによって形成されるカットが非常に小さく、ブレードの出入りが切りくずの形成を助長し、衝撃荷重を防ぐためです。
ただし、工具が完全に中央に配置されている場合、刃先が切り込みに出入りすると、平均半径方向の力が変化し続け、工作機械のスピンドルが振動し、刃が破損して表面品質が低下する可能性があります。 . ワークピースに対するフライスの位置、切削工具、およびカッターの歯との接触はすべて、プロセスを正常に完了するための非常に重要な要素です。
3.入退場条件
(1)フライス刃が切り込みに入るたびに、刃先が衝撃荷重の影響を受ける場合があります。 これは、チップの断面、ワークピースの材料、およびチップのタイプによって異なります。 フライス盤加工では、刃先と被削材の最初と最後の接触の種類が適切であることが非常に重要です。 さらに、刃先の出入りには工具の正確な位置決めも重要です。
(2)ワークの幅がフライスの直径以上である
この場合、工具の中心線は完全にワークの幅の外側にあり、刃が切り込むときに工具の最も外側の先端が強く衝撃を受けます。 これは、ツールの最も敏感な部分が初期衝撃荷重の影響を受けやすいことを意味します。ブレードも切開部を離れ、先端の接触のみを維持します。つまり、切断力はブレードの最も外側の端に完全に適用され、ブレードが突然ワークピースを離れるまで残ります。これが衝撃除荷力です。
(3)フライスの直径がワークの幅よりわずかに大きい
この場合、工具の中心線とワークのエッジは同じ直線上にあります。 切りくずの厚さが最大になると、ブレードはカットを離れ、ブレードがカットインおよびカットアウトするときの衝撃荷重は非常に高くなります。
4フライス盤プロセスの利点
(1)通常の加工に比べて加工時間を短縮でき、工作機械の生産効率や使用率を向上させることができます。
(2)ワークピースの小さな熱変形、高い加工精度、優れた表面品質、幅広い加工技術。薄肉で剛性が低く、熱変形しやすい部品の加工に適しています。
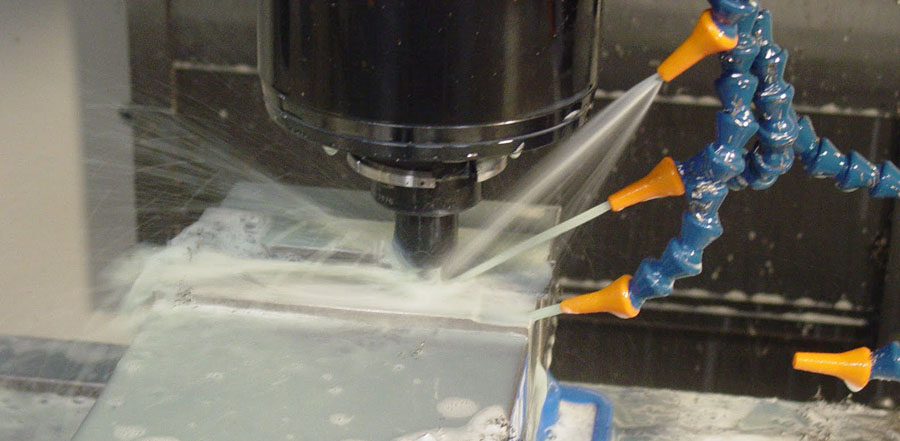
(3)高速加工工作機械の工具冷却は、特殊高速切削油を使用したオイルミストセミドライ冷却を採用し、潤滑油の供給を最小限に抑えています。 ワークの表面に薄い油膜が形成されるため、従来のクーラントや空冷の使用方法に比べて、ワークの表面品質を大幅に向上させることができます。
5高速切削油の選択
(1)銅、アルミニウム合金、非鉄金属、軽金属を切削する場合、切削抵抗や切削温度は高くありません。 耐摩耗剤の比率は低いが耐食性に優れた銅およびアルミニウム合金用の特殊切削油を選択できます。
(2)合金鋼を切断する場合、ブローチやねじ切りなどの切断量が少なく、表面粗さが小さい場合は、極圧性能に優れた切削油が必要ですが、硫化脂肪酸エステルを主成分とする極圧切削油は、 選択されます。
(3)鋳鉄や青銅が脆い材料の場合、切削時に欠けが発生することが多く、切削油と一緒に流れやすく、工作機械のレールに流れ込み、部品に損傷を与えます。 冷却性能と洗浄性能に優れた切削油を使用し、ろ過を適切に行ってください。
(4)チタン合金を切断する場合、切削油の極圧性能は非常に厳しいものになります。 さらに、機械加工プロセス中の水素脆化と堆積エッジの問題を防ぐために、オイルの流動性と腐食特性について包括的なテストを実施する必要があります。