

誰もがCNC機械加工中心を使用してワークピースを処理することの利点を深く理解しています。 本日は、スレッドの処理方法をご紹介します。CNCマシニングセンターによるねじ加工には、ねじフライス盤、タップ加工、ピッキング加工の3つの方法があります。
1.ねじフライス盤法
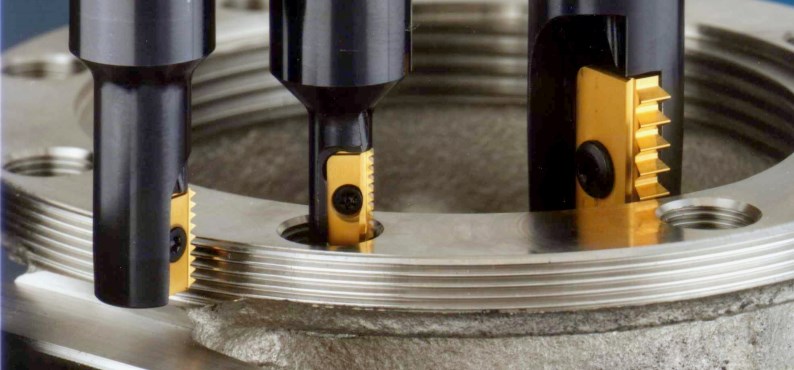
ねじフライス盤とは、大穴ねじ山の加工や、加工が難しい材料のねじ山加工にねじ山フライス盤を使用することです。 次の特徴があります。
- 工具は一般的に硬合金材料でできており、高速、高精度のフライス盤、高い加工効率を備えています。
- 同じピッチで、左ねじでも右ねじでも、1つの工具を使用できるため、工具のコストを削減できます。
- ねじ切り法は、ステンレス鋼、銅、その他の加工が難しい材料のねじ加工に特に適しています。 切りくずの除去と冷却が容易で、加工の品質と安全性を確保できます。
- ツールフロントガイドはありません。短いねじ付きの底穴のある止まり穴またはアンダーカットのない穴を処理する方が便利です。
スレッドミリングツールは、マシンクランプ超硬ブレードフライスカッターと一体型超硬フライスカッターの2つのタイプに分けられます。 機械で固定された工具は、刃の長さよりも小さいねじ深さの穴を処理でき、刃の長さよりも大きいねじ深さの穴も処理できます。 穴、および一体型超硬フライスを使用して、ねじ山の深さが工具長より浅い穴を加工します。
ねじフライス盤CNCプログラミングに関する注意:工具の損傷や加工エラーを引き起こさないように。
- 底部のねじ穴を加工した後、ドリルを使用して小径の穴を加工し、ボーリングを使用して大径の穴を加工して、底部のねじ穴の精度を確保します。
- 工具は通常、1/2円弧パスを使用して切り込みと切り出しを行い、ねじの形状を確認します。このとき、工具半径補正値を入力する必要があります。
2. [加工方法]をタップします
小径または低穴位置精度要件のねじ穴に適しています。 一般に、ねじ底穴ドリルの直径は、ねじ底穴の直径公差の上限に近いため、タップの加工許容量を減らし、タップの負荷を減らすことができます。 蛇口の耐用年数を改善します。
誰もが処理する材料に応じて適切なタップを選択する必要があります。 フライスやボーリングカッターと比較して、タップは加工された材料に非常に敏感です。 タップは、スルーホールタップとブラインドホールタップに分けられます。 スルーホールタップの先端が長く、フロントチップの除去です。 止まり穴加工時のねじ山の加工深さは保証できません。 2つの違いに注意してください。 フレキシブルタッピングチャックを使用する場合は、タップシャンクの直径と正方形の幅がタッピングチャックの幅と同じである必要があることに注意してください。 リジッドタッピング用のタップのシャンクの直径は、スプリングコレットの直径と同じである必要があります。
タップ処理方法のプログラミングは比較的簡単で、すべて固定モードで、パラメータ値を追加するだけです。サブルーチンの形式はCNCシステムごとに異なり、パラメータ値の代表的な意味も異なることに注意してください。
3.加工方法を選択します
ピッキング方式は、ボックス部品の大きなねじ穴の加工に適しています。タップアンドスレッドフライスがない場合は、ボーリングバーにねじ切り工具を取り付けてねじボーリングを行います。 ピックアンドボタン処理方法を実装するためのいくつかの注意事項があります。
- スピンドルが定格速度に到達することを保証するために、スピンドルを始動するための遅延時間が必要です。
- 手研削ねじ工具の鋭利化は対称にすることはできず、逆引き込みは使用できません。 スピンドルを使用して、カッターを半径方向に移動してから収縮するように方向付けます。
- ツールホルダーは正確で、ツールスロットの位置と一致している必要があります。そうでない場合、複数のツールホルダーを加工に使用できず、ランダムなスナップが発生します。 ii888
- バックルをピッキングするときは、非常に薄いバックルであっても、1本のナイフでピッキングしないように注意してください。そうしないと、歯の喪失や表面粗さの低下を引き起こすため、ピッキング用に複数のナイフに分割する必要があります。
- バックル加工方法は、単品、小ロット、特殊ピッチねじのみに適しており、対応する工具がなく、加工効率が低い。
CNCマシニングセンターのバックル加工方法は、一時的な緊急時の方法にすぎません。 ねじ山加工法を使用して工具を加工することをお勧めします。これにより、ねじ山加工の効率と品質が効果的に向上し、加工コストが削減され、マシニングセンターの効率が向上します。