

1.バウンス
バウンスカッターとは、過度の力による工具の比較的大きな振動を指します。 バウンスカッターによる危険は、ワークのオーバーカットや工具の損傷を引き起こすことです。 工具径が小さく、工具軸が長すぎる、または力が大きすぎると、カッターがバウンドする現象が発生します。 合理的な工具と加工方法を使用すれば、カッターがバウンドする可能性を減らすことができます。
ツールの変形に影響を与える主な要因は3つあります。
1)切削工具の長さ
2)工具径
3)ツールの力
1.切削工具の長さ
同じ直径の工具の場合、工具の長さが2倍になると、その変形は3倍になります。 加工するときは、カッターがバウンドするリスクを減らすために、工具の長さをできるだけ短くしてください。
2.工具径
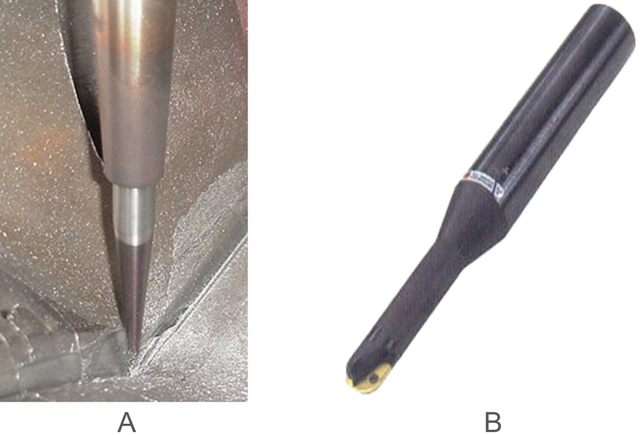
同じ長さの工具の場合、工具径を1倍にすると、変形が4倍になります。 加工の際は、可能であれば大径工具を選択するか、可能な限り強化工具を使用して工具が折れるリスクを低減してください。 (下図のように:Aは熱線とテーパーネックナイフを使用し、Bは処理に強力なハンドルを備えたツールを使用します)
3.ツールの力
ツールの変形は、加工中に受ける力に正比例します。 ツールが受ける力を減らすと、ナイフが折れる可能性を減らすことができます。 工具にかかる力を減らすには、工具とワークの接触面積を減らす必要があります。
減速力の例
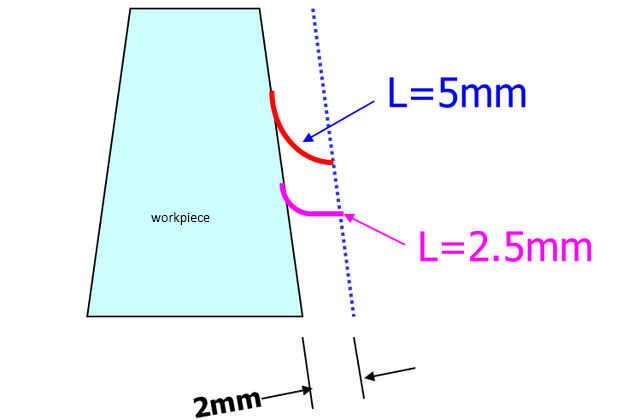
より深い位置を加工する場合は、送り速度を小さくし、Rアングルカッターを細かくすることで、加工中のカッターにかかる力を減らし、ナイフが折れるリスクを減らすことができます。
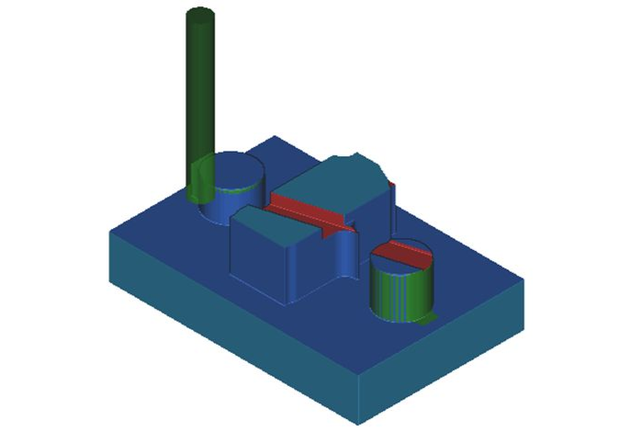
次の図は、D50R6ツールとD50R0.8ツールを同じ深さで処理した場合の金型材料との接触位置の比較を示しています。 細かいR角工具を使用して深いワークピースを処理すると、大きなR角工具よりも切削抵抗を低減できることがわかります。
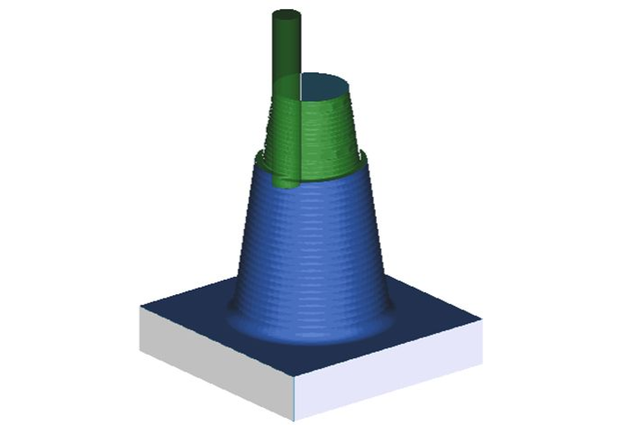
切削工具の量(つまり、各工具の全体的な深さ)を減らします。 加工深さが120mmを超える場合は、工具を2回取り付ける必要があります。つまり、最初に短い工具ホルダーを取り付けて、100mmの深さまで加工します。 次に、拡張ツールホルダーを取り付けて100mm未満の部品を処理し、少量のカッターをセットします。
2.打つ
カッターが当たると、工具の切削量が多すぎます。 刃先に加えて、ツールバーもワークピースに当たります。 工具の衝突の主な理由は、不当な安全高さの設定または安全高さがまったく設定されていない、不適切な処理方法の選択、工具の不適切な使用、 また、2回目の荒削りのマージン設定が1回目の荒削りのマージンよりも小さいなど。
1)切削量が多すぎる
解決:
切削量を減らします。 工具の直径が小さいほど、食べるべき切削量は少なくなります。 通常の場合、金型の粗い開口部ごとの切削量は0.5mm以下であり、半仕上げおよび仕上げの切削量は少なくなります。
2)不適切な処理方法を選択する
輪郭フライス盤のモードをキャビティフライス盤のモードに変更します。 加工代が工具径より大きい場合、輪郭フライス盤の方法は選択できません。3)安全高さの設定が不適切で、ツールを持ち上げているときにクランプを叩く
解決:
- 安全高さは、クランプ高さよりも大きくする必要があります。
- ほとんどの場合、特殊なワークピースを除いて、「ダイレクト」ツールの前進および後退モードを選択することはできません。
4)二次荒削りマージンの不適切な設定
2回目の荒削りのマージンは、通常、1回目の荒削りのマージンより0.05mm大きくする必要があります。 最初の荒削りのマージンが0.3mmの場合、2番目の荒削りのマージンは0.35mmである必要があります。 そうしないと、ツールバーが上側の壁にぶつかりやすくなります。
上記の理由に加えて、はさみの道路を修理するときにカッターが当たる可能性があるため、はさみの道路を修理しないようにしてください。工具衝突の最も直接的な結果は、工具とワークピースを損傷することであり、さらに深刻な場合は、機械のスピンドルを損傷する可能性があります。
3.オーバーカット
オーバーカット これは、工具が切断できない部分も切断し、ワークピースが損傷することを意味します。 工作機械の精度の低さ、打撃カッター、バウンスカッター、不適切な工具など、ワークのオーバーカットには多くの理由があります。また、オペレーターがカッターの設定を正確に行わないと、オーバーカットが発生する可能性があります。
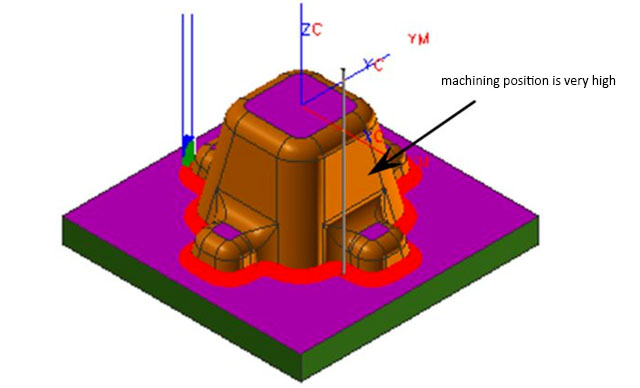
下図に示す状況は、安全高さの設定が不適切なために発生したオーバーカットです。
プログラミングするときは、注意深く細心の注意を払う必要があります。 プログラムを完了した後、オーバーカットを避けるためにツールパスを詳細にチェックする必要があります。そうしないと、金型がスクラップになったり、マシンが損傷したりします。
専門のCNC機械加工メーカーとして、SANS Machiningは10年以上にわたって少量の機械加工部品を専門としており、フライス盤、旋削、研削、EDMサービスを提供できます。すべての部品は、MOQではなく、図面として作成されます。