

CNC機械加工部品の製造可能性分析には、主に3つの部品が含まれます。製品の部品図分析、構造的製造可能性分析、部品精度および技術要件分析です。
(1)部品図分析
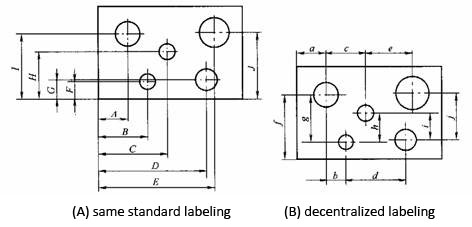
①部品図の寸法記入方法は、CNC加工の特性に合わせて調整する必要があります。 図に示すように (A)、CNC機械加工部品図面の寸法は、同じ参照でマークするか、座標サイズを直接指定する必要があります。 このマーキング方法は、プログラミングを容易にするだけでなく、寸法間の相互調整も容易にし、設計ベンチマーク、プロセスベンチマーク、測定ベンチマーク、およびプログラミングの起源の統合に役立ちます。 寸法を記入するとき、部品設計者は通常、アセンブリやその他の使用特性を常に考慮することが多いため、図に示すように、部分的に分散したラベリング方法を使用することがよくあります。 (B)、これはプロセス配置と数値制御処理に多くの不便をもたらします。 CNC加工の高精度と繰り返し位置決めにより、累積誤差が大きくても部品の使用特性が損なわれることはありません。 したがって、ローカル分散ラベリング方法は、同じ参照ラベリングに変更することも、座標サイズに直接ラベリングすることもできます。
②加工部品の設計図を分析し、マークされた寸法公差、幾何公差、その他の関連情報に従って、加工面を重要な面とマイナーな面に分割し、設計ベンチマークを見つけます。 次に、ベンチマーク選択の原則に従って、パーツの処理位置決めデータムを決定します。 部品のブランクが位置決めとクランプに便利かどうか、クランプ方法とクランプポイントの選択が工具の動きを妨げるかどうか、クランプの変形が加工品質に影響を与えるかどうかなどを分析します。 ワークピースの位置決め、設置、およびフィクスチャ設計の基礎を提供します。
③部品の輪郭を構成する幾何学的要素(点、線、表面)の条件(接線、交差、垂直、平行など)は、CNCプログラミングの重要な基礎です。 手動プログラミングでは、各ノードの座標はこれらの条件に従って計算する必要があります。 自動プログラミングでは、パーツを構成するすべての幾何学的要素をこれらの条件に従って定義する必要があります。 どちらの条件が不明確であっても、プログラミングはできません。 したがって、部品図を分析する際には、幾何学的要素の所定の条件が十分であるかどうかを分析する必要があり、問題が見つかった場合は、設計者と時間内に相談して解決する必要があります。
(2)部品の構造プロセス分析
①部品の内部空洞と形状は、工具仕様と工具交換回数を減らし、プログラミングを容易にし、生産効率を向上させるために、可能な限り均一な幾何学的タイプとサイズを採用する必要があります。
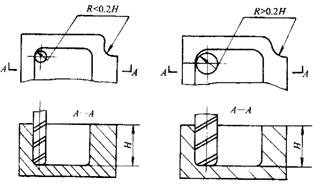
②内溝のフィレットサイズが工具径の大きさを決定するので、内溝のフィレット半径は小さすぎないようにしてください。 下図に示す部品の場合、その構造と職人技の品質は、処理された輪郭の高さやコーナーアーク半径のサイズなどの要因に関係しています。 図(b)(a)との比較コーナーアーク半径Rが大きく、直径の大きいエンドミルを使用して加工できます。 平面を加工する場合、それに応じて送りの数も減り、表面加工の品質が向上するため、製造性が向上します。 それどころか、技量は貧弱です。 一般に、R <0.2H(Hは加工するワークの輪郭面の最大高さ)の場合、部品のこの部分の仕上がりは良くないと判断できます。
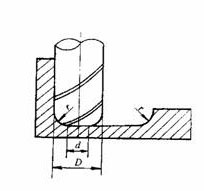
③部品が溝底面をフライス盤加工する場合、溝底フィレット半径rは大きすぎないようにしてください。 下の図に示すように、フライスの面とフライス盤の間の最大接触直径はd = D-2rです(Dはフライスの直径です)。 Dが一定の場合、rが大きいほど、フライス面のフライス盤の面積は小さくなります。平面能力が低いほど、効率が低くなり、製造可能性が低下します。 rが一定のレベルに達すると、ボールエンドミルカッターを使用する必要がありますが、これは可能な限り回避する必要があります。
④可能な限り、すべての加工可能な表面の処理を1回のクランプで完了する必要があります。 このため、各表面の処理を容易にする位置決め方法を選択する必要があります。 2回目のクランプが必要な場合は、統一された基準位置を採用する必要があります。 CNC加工で均一な位置決めデータがない場合、ワークの再取り付けにより位置決めエラーが発生し、加工後の2面の輪郭位置と寸法が不整合になります。 したがって、二次クランププロセス後の相対位置を確保するには、正確さのために、統一された位置決めベンチマークを使用する必要があります。
3)部品の精度と技術要件の分析
1)部品の精度とさまざまな技術要件が完全で合理的であるかどうかを分析します。 CNC旋削で処理される表面の場合、最終工具を継続的に処理できるように、精度要件は可能な限り一貫している必要があります。
2)プロセスのCNC加工精度が図面の要件を満たすことができるかどうかを分析します。 後続のプロセスのために十分な加工余裕を残すように注意してください。
3)部品図で位置精度の高い面を見つけ、1回の設置でこれらの面を完成できるかどうかを判断します。
4)部品の高い表面粗さを必要とする表面または対称表面の場合、切削には一定の線速度関数を使用することを決定します。