

CNC精密機械加工部品では正確な測定が非常に重要です。 マイクロメータは、部品を機械加工するための一般的な測定ツールです。 この記事では、マイクロメータの定義を紹介し、マイクロメータのタイプと基本コンポーネントを学習し、さらに重要なことに、マイクロメータの読み取り値と測定方法をすばやく取得します。
マイクロメータとは何ですか?
マイクロメータは、マイクロメータネジゲージとも呼ばれます。 このデバイスは、最大直径1.65 mm(プラスマイナス0.005 mm)の小径を測定できます。 これは、測定が最後の1ミリメートルまで正確であることを保証するためにエンジニアリングで使用されます。 校正ねじ付きの精密測定器です。 これは主に、機械工学と機械加工部品の2つの面の間の小さな距離または厚さを測定するために使用されます。 多くの場合、他の測定器(ダイヤルなど)、ノギス、デジタルノギスで使用されます。 マイクロメータは、望遠鏡や顕微鏡で天体や顕微鏡の物体の見かけの直径を測定するための便利なツールでもあります。
スパイラルマイクロメータは、スパイラル倍率の原理に従って作られています。つまり、ネジがナット内で1回回転すると、ネジは回転軸に沿って1ピッチだけ前進または後退します。 したがって、軸に沿って移動する小さな距離は、円周の読み取り値で表すことができます。 ねじマイクロメータの精密ねじのねじピッチは0.5mm、可動目盛は50等の目盛り、可動目盛は1週間回転、マイクロメータねじは0.5mm前進または後退できるため、各小目盛りを回転させることは測定と同等です。 マイクロスクリューは0.5 / 50 = 0.01mm前進または後退します。 可動スケールの各小さな目盛りは0.01mmを表すので、スクリューマイクロメータは0.01mmまで正確であることがわかります。 マイクロメータとも呼ばれます。これは、もう1桁の桁を読み取ることができると推定でき、ミリメートルを読み取ることができるためです。
マイクロメータの種類
外径マイクロメータ:対象物の外径、つまり外径(OD)を測定するように設計されています。
内径マイクロメータ:内径または内径(ID)を測定します
深さマイクロメータ:穴、溝、または継ぎ目の深さを測定します
マイクロメータの主要部品は何ですか
マイクロメータをよりよく理解して正しく使用するために、機器の構造とメカニズムを理解してください。 マイクロメータの主な機能は次のとおりです。
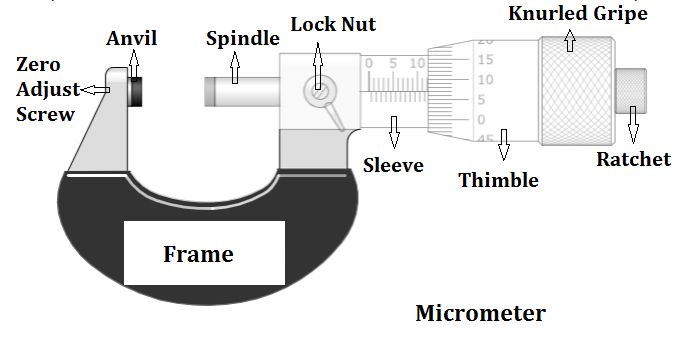
フレーム:アンビルとバレルを一緒に保持するC字型のボディ。 フレームは重くて厚いため、機械的および熱的ストレス下で変形しにくくなっています。
アンビル:フレームの片側にある部分です。 物体を保持して測定を行うために、スピンドルはアンビルに向かって移動します。
スリーブ/バレル:フレームがアンビルの反対側に固定されている固定円筒形パーツ。
ロックナット/シンブルロック:このロッドは、測定中にスピンドルが動かないようにスピンドルの動きを締めるために使用されます。
ネジ:それはマイクロメータの主要部分であり、視界から隠されています。
スピンドル:シンブルが回転すると動く円筒形のコンポーネント。 これにより、測定対象物に触れて固定します。
指ぬき:親指で回転し、スピンドルを動かすコンポーネントです。
ラチェット停止装置:物体に許容圧力を加えることのみを担当し、この圧力を超えることはできない、機器の端にある装置。
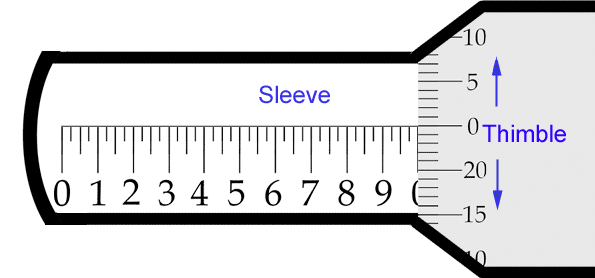
マイクロメータの読み方
- 英語のマイクロメータかメートル法かを確認し、ツールが測定デバイスと同じ単位を使用していることを確認します
- マイクロメーターを適切な位置に回転させ、物体を測定します
- 最大の数字を読み、最初に袖に示されている四分の一の数を数え、次に指ぬきの基準線に合わせて数字を読みます。 最後に、これら2つの数値を合計します。 袖は10個の数字の定規と見なすことができ、各数字の間のスペースは4分の1に分割されています。 1つのスリーブ、1は.100インチに対応し、4分の1は.025インチを意味します。 シンブル上では、各行は.001インチに等しく、たとえば、11は0.011インチとして読み取られます。
マイクロメータの使い方

- マイクロメータを持ち、手のひらでデバイス全体を支えます
- 親指と人差し指の間の指ぬきをつかみます
- 小指または薬指の一部をフレームの内側に巻き付け、測定対象物をブロックしないでください
- もう一方の手で測定する部分を持ちます
- アンビルとスピンドルの間にオブジェクトをそっとクランプします
- オブジェクトがしっかりと固定されるまでラチェットをひねります
- マイクロメータを読む
マイクロメータネジゲージには、測定値を読み取る際の動きを防ぐためのロッキングロッドが装備されています。 シンブルまたはラチェットノブを回す前に、ロックレバーのロックを解除します。
測定を開始する前に、必ずきれいな布で測定面を拭いてください。 粒子が測定に干渉する可能性があります。
バーニア目盛りの前に必ずスリーブの目盛りを読んでください。 順序が間違っていると、結果も間違っています。
測定を開始するときは、指ぬきの代わりにラチェットノブを回してください。 ラチェットノブは、指ぬきを締めすぎないようにします。これは、誤った読み取りを引き起こすだけでなく、機器を損傷する可能性があるためです。
機械工は、マイクロメータの校正値を正しく読み取る方法だけでなく、学ぶ必要があります。 それを正しく使用するために、彼らはまた、部品を注意深く保持することを学び、スピンドルとアンビルの間で測定される特徴がツールフレームと適切に位置合わせされていることを確認する必要があります。 これは、完全な正方形の平面で簡単に行うことができます。 奇妙な幾何学的形状はより困難になります。 マイクロメータは特定の傾斜面では使用できないため、機械工は機器の最適な使用方法を理解するための経験が必要です。
測定にはどのくらいの圧力をかける必要がありますか?
実際、標準をテストするための圧力は非常に重要であり、適切に制御する必要があります。 機械工が習得しなければならないもう1つのスキルは、アンビルとスピンドルの間にどれだけの圧力がかかっているかを知ることです。 理想的な状況は、正確な測定を行うことができるように、たるみや空きスペースを占有することです。 ただし、圧力が大きすぎると、薄肉部品の曲げや変形が発生する場合があります。 これは、精密機器にも損傷を与える可能性があります。
SANS Machiningでは、これらの機器の使用方法について、高品質の担当者と機械工をトレーニングしてきました。 したがって、部品と最終部品の機械加工プロセスが要件を満たすことができることを保証できます。
熟練した機械工を訓練するためにこれが重要なのはなぜですか?
機械を作るとき、正確さは非常に重要なスキルです。 正確なアナログ測定を行うことは、精度を達成するために重要です。 精度と精度は関連していますが、同じではないことを忘れないでください。 精度には一貫性が必要であるため、一貫性のある結果を生成するためのベストプラクティスについてオペレーターをトレーニングします。
マイクロメータを正しく使用することで、部品の品質を確保し、コストを節約し、無駄ややり直しを回避し、慎重な作業習慣を身に付け、上級エンジニアが必要とする分析および空間推論機能を強化できます。 小さなエラーが連鎖反応を引き起こすことが知られているので、これは重要です。 結果は致命的となる可能性があります。 したがって、SANSでは、すべての機械工にマイクロメータを正しく使用するように教えています。
同時に、品質システム全体、試験方法(部品ごとに異なる試験ツール)、品質意識と基準を統一し、高品質のCNC部品をお客様に提供できるように品質レベルを念頭に置く必要があります。
マイクロメータのメンテナンス
まず、乾いた布で各部分の汚れや指紋を拭き取ります。
油を使わずに長期間保管・乾燥する場合は、合金測定面に油汚れやシミが残る場合がありますが、長期間使用しない場合は、防錆油を含ませた布で油の薄層を拭いてください。 、これを行うそれはあなたのマイクロメータの長期的な性能を保証します
マイクロメータを保管するときは、次の点に注意する必要があります。
- 保管の際は、直射日光の当たらない場所、湿気が少なく、風通しが良く、ほこりの少ない場所に保管してください。
- 地面に直接置くのではなく、収納ボックスに保管することを忘れないでください。
- 最も重要なポイント:2つの測定面の間のスペースを約0.1〜1mm開いて保管します。 同時に、保管中の誤動作を防ぐために、固定装置をロックしないでください。