


Метчик — это инструмент для нарезания резьбы, обычно используемый для обработки внутренней резьбы различных размеров. При использовании ленты важно выбрать подходящий тип, материал и размер метчика, а также правильный способ использования, чтобы обеспечить эффективность обработки и качество резьбы.
Процесс отвода
Процесс tap в основном включает в себя следующие этапы:
Процесс точения: На токарном станке метчику придается цилиндрическая форма, и обеспечивается точность определения его диаметра и длины.
Процесс шлифования: Используйте шлифовальную машину для шлифования внешней поверхности метчика, чтобы улучшить его шероховатость и округлость.
Процесс заточки: Режущая часть метчика затачивается на точильном станке для обеспечения производительности резания и качества резьбы на метчике.
Кроме того, процесс производства метчиков включает в себя около 20 технологических процессов, в основном включающих три части: черновую обработку материалов, термообработку и чистовую отделку. Оборудование для производства метчиков, используемое для чистовой обработки, в основном представляет собой шлифовальную машину не только из-за высокой точности шлифования, но и потому, что твердость термообработанной инструментальной стали очень высока и может быть обработана только шлифовальной машиной. Это оборудование для производства ленты в основном включает в себя шлифование квадратного хвостовика метчика, коническое цилиндрическое шлифование, шлифование канавок метчика и резьбы метчика и т.д.
Классификация отводов:
Метчик — это широко используемый инструмент для обработки внутренней резьбы. Существуют различные типы кранов в соответствии с различными методами классификации:
Разделяются в зависимости от различных приводов: ручные метчики и машинные метчики.
В зависимости от способа обработки: режущие метчики и экструзионные метчики.
В зависимости от обрабатываемой резьбы: метрические метчики с грубой резьбой, метрические метчики с тонкой резьбой, метчики с трубной резьбой и т.д.
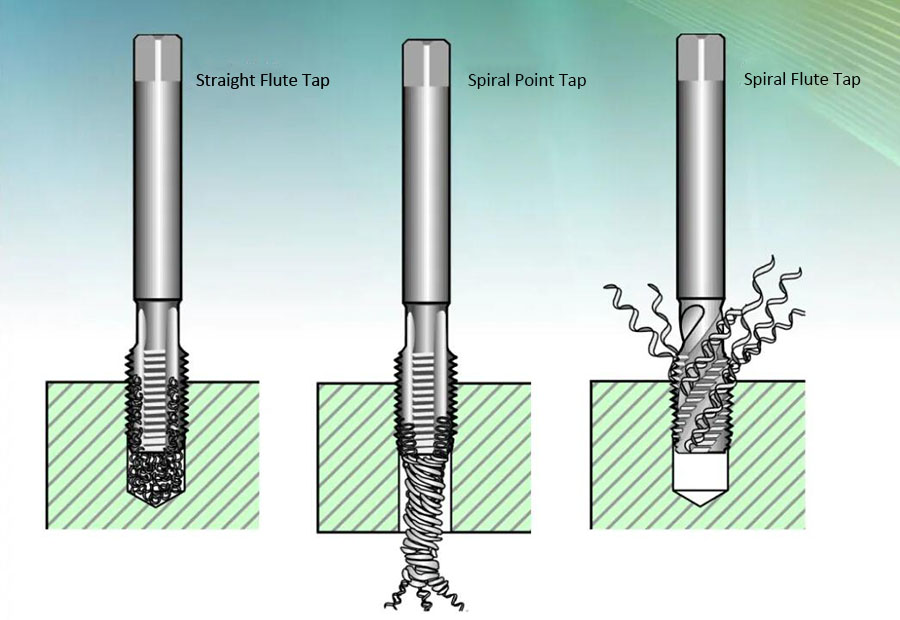
В зависимости от своей формы они подразделяются на метчики с прямыми канавками, метчики со спиральными канавками и метчики со спиральными наконечниками.
В зависимости от направления постукивания ленты во время использования ее можно разделить на параллельную и подрезную.
В зависимости от направления нажатия метчика во время использования его можно разделить на параллельный и подрезной.
- Поломка крана:
Это может быть вызвано выбором небольшого нижнего отверстия для резьбы, плохим удалением стружки, недостаточной глубиной сверления, когда резьба не может быть нарезана, высокой скоростью резания во время нарезания резьбы, разными осями между метчиком и нижним отверстием, неправильным выбором параметров шлифования метчика, нестабильной твердостью заготовки и чрезмерной нагрузкой. износ крана. Решения включают в себя: выбор подходящего диаметра резьбового нижнего отверстия, улучшение удаления стружки, увеличение глубины сверления, соответствующее снижение скорости резания, регулировку крепления, увеличение угла поворота метчика, сокращение длины режущего конуса, контроль твердости обрабатываемой детали, выбор защитных головок и своевременно заменяйте кран.
- Поломка зуба метчика:
Это может быть вызвано неправильным выбором угла наклона метчика, чрезмерной толщиной среза каждого зуба метчика, высокой твердостью метчика, износом метчика и другими причинами. Решения включают в себя: соответствующее уменьшение переднего угла, соответствующее увеличение длины режущего конуса, соответствующее снижение твердости и своевременную замену метчика.
- Небольшая внутренняя резьба:
Это может быть вызвано неправильным выбором метчика, низкой жесткостью шпинделя станка и неправильным выбором допуска на метчик. Решения включают в себя: выбор правильного метчика в соответствии с условиями обработки, использование плавающей резьбы, выбор правильного допуска на метчик и т.д.
- Величина шероховатости поверхности внутренней резьбы относительно высока:
Это может быть вызвано неправильным выбором метчика, высокой скоростью резания, недостаточной длиной режущего конуса, плохим удалением стружки, малым диаметром нижнего отверстия, холодными и жесткими условиями эксплуатации и т.д. Решения включают в себя: правильный выбор метчика в соответствии с условиями обработки, снижение скорости резания, увеличение длины режущего конуса, улучшение удаления стружки, контроль твердости обрабатываемой детали и выбор предохранительных зажимов.
- Эксцентриситет забоя скважины или неравномерная осевая подача:
Используйте нарезание плавающей резьбы или усовершенствуйте станок.
- Засорение стружкой:
Уменьшите количество пазов для стружки в отводе и увеличьте пространство для стружки в пазах для стружки; увеличьте и углубите нижнее отверстие.
- Слишком высокая скорость резания: уменьшите скорость резания.
Следует отметить, что конкретное решение должно быть проанализировано и определено исходя из конкретной проблемы. При выполнении метчиковой обработки операторы должны обладать высоким уровнем квалификации и опыта, чтобы лучше справляться с различными проблемами и повышать качество обработки.