

If you want to manufacture parts in a CNC machining shop, but are not sure of the correct process, it may cause some confusion. Especially if you are not familiar with CNC machining services.
For starters, remember that machinists use certain automation techniques to make parts. The most common ones are CNC milling and CNC turning. Both have their specific purpose, and there is no competition between the two. This means that understanding CNC turning is as important as understanding CNC milling.
Since this article is about CNC turning, let us understand what makes it so important for manufacturing.
What Is CNC Turning?
Computer numerical control turning (also known as CNC turning) is a precision machining process that uses a CNC turning machine to cut a workpiece in a linear manner while rotating or “turning” to form a cylindrical part.
The process is completed using a mechanical lathe, which essentially trims the diameter of the workpiece into a specific shape according to a given size, thereby obtaining a polished ready-made part. Although the starting material is usually round, it can also be in other shapes, such as square or hexagon.
How Does CNC Turning Work?
The turning process is carried out in a dedicated CNC turning workshop. Whether the lathe used in this process is horizontal or vertical depends on the weight and tolerance range of the workpiece being machined.
In the CNC turning process, the workpiece (material to be processed) is placed on an instrument called a “chuck”, which rotates at a specified RPM. At the same time, the tool is fed into the workpiece to remove material to form the desired shape. The turret with accessory tools is programmed to move to the stock bar and remove material to produce the programmed result. Because it involves material removal, which is different from “3D printing” (addition), it is also called “subtractive processing”. If the center has both tuning and milling functions, you can stop the rebar rotation and add other functions, such as drilling, grooves, and milling surfaces.
The tools of the CNC lathe or turning center are installed on a turret controlled by a computer. The more tools the turret can hold, the higher the complexity of the parts.
There are many different types of CNC turning centers. They have various types of tool options, spindle options, outer diameter limits, and power and speed functions, which all affect the price of turned parts.
The Difference Between CNC Milling And CNC Turning
In general, turning and milling are often referred to as “CNC machining”-our customers often request CNC machining instead of turning or milling as the name suggests. Of course, it is our job to ensure that the most appropriate process is used every time.
In short, the difference between these two processes comes down to where the part moves-generally speaking, the workpiece or the machine.
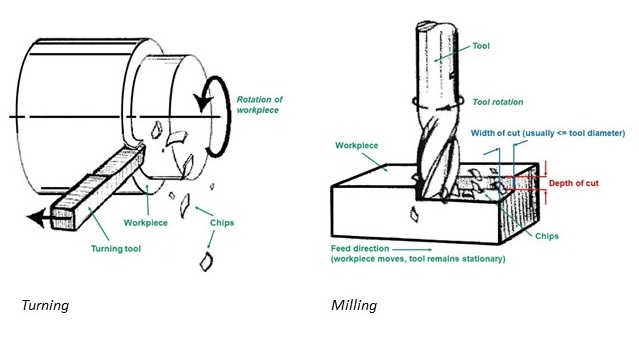
Through CNC turning, the metal workpiece is fed into the lathe and rotated at high speed, while the single-point cutting tool removes part of the metal to form the desired shape. When milling, the workpiece usually remains stationary and the multi-point cutting tool rotates around it. (Related Post:What is the Difference Between CNC Milling and CNC Turning)
What Is The Type Of CNC Turning
There are a variety of turning operations that can be used to cut different shapes of workpieces, such as straight, curved or slotted.
1. Taper turning
In tapered turning, a standard surface is created by gradually reducing or increasing the total diameter of the workpiece from one part to another.
Conical elements are mainly used for mechanical structures, and can be internal or external.
2. Hard turning
Essentially, hard turning refers to a process in which the turning strength of the workpiece exceeds 45 HRC (Rockwell C). Mainly after heat treatment of parts, usually hard turning is used instead of grinding operation.
3. Facing
When facing turning, it refers to the removal of material by making the cutting tool and the rotating workpiece axis at an appropriate angle to produce a flat surface.
You can also use a four-jaw chuck in Facing to create different non-cylindrical shapes.
4. Spherical Turning
In spherical turning, as the material is gradually reduced, a spherical or spherical surface is formed on the workpiece.
It is mainly suitable for gears, injection molding and hydraulic components and other equipment.
5. Boring
Boring is basically the process of enlarging a hole in a workpiece by subtracting material using a single-point cutting tip.
It is mainly used to cut holes with precise dimensions and tapered holes in materials such as cylinders or pipes.
6. Parting
As the name suggests, parting is to remove a part of a specific length by feeding a blade-like cutting tool into the original blank.
7. Grooving
Similar to Parting, Grooving can cut a piece of raw material to a certain depth instead of cutting it completely.
It can be done in the internal and external areas of the work.
8. Drilling
Drilling is essentially the process of creating a round hole inside the workpiece to remove material from it.
The drilling operation is completed by firmly fixing the standard drilling machine in the turret of the lathe and feeding it directly into the workpiece.
9. Knurling
Knurling is a special turning process in which a straight or diamond pattern is pressed on the surface of the workpiece to provide a better appearance and grip. This is done using unique tools.
Separately, none of these operations are magnificent. However, if you mix and match them all and incorporate the precision of computer programming, incredible high-quality parts are developed.
How To Improve CNC Turning
No shop wants to see their parts destroyed or scrapped at the end of CNC turning. Although the right technology and the right tools can be combined to complete the work on time, there are other variables that should be considered before reaching the finishing stage. You can take the following measures to help you get the best surface finish:
Increase Speed
This is actually the most applicable when using cemented carbide tools. When increasing the surface feet per minute (SFM), it will ensure that the material is in contact with the tip of the tool in a shorter period of time, and it will also reduce the build-up of the edge on the tool, resulting in poor surface finish.
Reduce The Feed Rate
Reducing the feed speed helps to improve the surface finish. This will also help reduce flank wear and extend the life of the blade. In addition, doubling the nose radius will help improve the surface finish. For roughing applications, it is best to use a tool with a high feed rate to quickly remove material. For finishing, it is best to reduce the feed speed and reduce the cutting angle.
Use Chip Breaker
Poor chip breaking, downtime to remove chips, and increased tool cutting edge temperature can also result in poor surface finish. The chip breaker can produce smaller chips, which can be quickly removed from the cutting area. And since it is no longer necessary to remove the chip by hand, safety is improved.
If the chip breaker can cut the chips to a sufficient length, the vibration will be minimized; the chips will not wrap around the workpiece and the tool will not be damaged. The chip breaker also reduces the cutting resistance and can avoid chipping or damage to the cutting edge. Lower cutting resistance reduces heat and delays tool wear.
Use The Right Technique
What you want is to create chips from thin to thin. Your technique is essential to obtain a smooth surface finish. Choose a tool smaller than the nose radius to program it to achieve a smooth transition from line to line.
When making the final cut, not only check the workpiece, but also make every effort. You should also read your chips. The characteristics of the chip will dictate which machining settings or tool adjustments need to be made.
Use Different Tools For Roughing And Finishing
One might say that the same insert can be used for roughing and finishing. But it is better to use separate blades, one for roughing and the other for finishing. When roughing, you can use a cross-pitch milling cutter with a large nose radius and a large rake angle and a fast feed rate. For finishing, you can use fine-pitch finishing tools with a suitable lead angle and a flat wiper to provide a better surface finish.
Clear the Chips
Whether or not to use coolant in milling applications is controversial. But it all depends on the type of work you are performing, such as deep cavity milling, the type of material, and the insert you use. In some cases, the use of coolants should be avoided. This may cause hot cracks and shorten tool life, and may have a negative impact on surface finish. But for aluminum, mild steel or nickel-based alloys, the use of coolant will prevent the tool from sticking to the workpiece.
Check Your Tools and Workholding
It is a good idea to check the condition of the tool holder. Old, worn tool holders may cause the blade to move. This can cause chattering and negatively affect the surface finish of the part. You also need a stable and rigid fixture, especially with a high metal removal rate.